




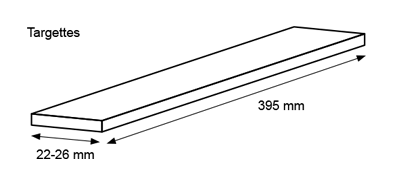
Targettes et barres
Les targettes et barres sont fabriquées à partir de métaux purs (étain ou plomb) ou alliés dans des conditionnements différents. Les principales applications utilisant ces produits sont le bâtiment, l’industrie automobile, les industries électrique et électromécanique, l’électronique ainsi que la fonderie de métaux blancs.
Recevoir la brochure en PDF
Caractéristiques
Description
Applications
Mise en œuvre
Précautions d'emploi
|
Code
|
Désignation
|
Composition
|
Dimensions
|
Densité g/cm3
|
Solidus/Liquidus
|
Poids approximatif
|
Conditionnement
|
|---|---|---|---|---|---|---|---|
| FE055013 | Targette META 30 |
Sn30 – Pb70
|
26 x 22 x 9 x 395 mm
|
10,13
|
183°- 250°
|
800 g
|
Fardeau de 25 kg
|
| FE054993 | Targette META 33 |
Sn33 – Pb67
|
26 x 22 x 9 x 395 mm
|
10,01
|
183°- 243°
|
800 g
|
Fardeau de 25 kg/ Blister 2 unités
|
| FE054992 | Targette META-ZINC |
Sn – Pb + additifs
|
26 x 22 x 9 x 395 mm
|
10,14
|
181° – 245°
|
800 g
|
Fardeau de 25 kg/ Blister 2 unités
|
| FE055016 | Targette META 40 |
Sn40 – Pb60
|
26 x 22 x 9 x 395 mm
|
9,72
|
183°- 235°
|
800 g
|
Fardeau de 25 kg/ Blister 2 unités
|
| FE055015 | Targette META 50 |
Sn50 – Pb50
|
26 x 22 x 9 x 395 mm
|
9,32
|
183° – 212°
|
800 g
|
Fardeau de 25 kg
|
| FE028929 | Targette plomb pur |
Pb100
|
26 x 22 x 9 x 395 mm
|
11,35
|
327°
|
800 g
|
Fardeau de 25 kg
|
| FE035273 | Targette étain pur * |
Sn100
|
26 x 22 x 9 x 395 mm
|
7,28
|
232°
|
800 g
|
Fardeau de 20 kg
|
| FE051719 | Barre alliage |
Sn – Pb – Bi
|
26 x 22 x 9 x 395 mm
|
10,12
|
183° – 253°
|
1 kg
|
Fardeau de 25 kg
|
| MF051688 | Barre Sn60 Pb40 |
Sn60 – Pb40
|
380 x 28 x 10 mm
|
8,9
|
183°- 190°
|
1 kg
|
Carton de 20 kg
|
| FE051726 | Barre SAC305* |
Sn96,5 – Cu0,5 – Ag3
|
20 x 20 x 295 mm
|
7,32
|
217°- 219°
|
1 kg
|
Carton de 20 kg
|
| FE051691 | Barre * |
Sn96,5 – Ag3,5
|
20 x 20 x 295 mm
|
7,38
|
221°- 230°
|
1 kg
|
Carton de 20 kg
|
| FE052236 | Barre * |
Sn99,3 – Cu0,7
|
20 x 20 x 295 mm
|
7,29
|
230°- 240°
|
1 kg
|
Carton de 20 kg
|
(*) Alliages sans plomb – Norme européenne n° 2000 / 53 / CE
Les dimensions et poids sont toujours donnés à titre indicatif et peuvent varier selon les productions.
Flux pour targettes et barres
|
Code
|
Désignation
|
Conditionnement
|
Observations
|
|---|---|---|---|
| DE031855 | Flux PC1 (liquide) – 250 ml | Flacon avec pinceau applicateur | En couple avec targettes META 28,30,33,40,50 et META-ZINC |
| EO700960 | Flux ZN11 (liquide) – 1 l | Bidon | En couple avec baguettes META 28,30,33,40,50 et META-ZINC |
| CO011269 | Flux Radsol T208C – 25 l | Bidon | En couple avec barre »Alliage EN » |
| CO010454 | Flux Alpha A83 – 25 l | Bidon | Usage électronique et électrique industriel |
Par exemple la targette de soudure étain METACONCEPT de 780 g est principalement utilisée dans la zinguerie, la couverture et la plomberie pour l’assemblage de métaux cuivreux et acier galvanisé. Targettes et barres peuvent être utilisées seules pour remplir et / ou compléter des bains d’étamage. Elles sont également employées pour le brasage traditionnel. Dans ce cas, elles sont associées à un flux permettant de décaper les pièces avant brasage. Le groupe METACONCEPT assure la reprise des bains usagés, chutes, déchets et oxydes de métaux blancs. Contactez notre service recyclage pour en connaître les modalités
|
Désignation
|
Usages
|
|---|---|
| Targettes Sn30 – Sn33 – Sn40 et META-ZINC |
Zinguerie, couverture, plomberie, bain d’étamage. |
| Targettes plomb pur | Lestage, munitions. |
| Targettes étain pur | Traitement de surface dont étamage culinaire, dinanderie. |
| Barres ‘’EN ‘’ | Étamage « au trempé » pour des bains. Cet alliage est conçu pour des applications à haute température telles que le soudage des matériaux isolés par une couche de polyuréthane et pour lesquelles une température élevée est indispensable pour brûler la couche isolante et permettre l’étamage. Très faible oxydation du bain. |
| Barres Sn60 | Étamage et assemblage électrique industriel et électromécanique. |
| Barres SAC305, Sn96,5 – Ag3,5 et Sn99,3 – Cu0,7 |
Alliages sans plomb destinés plus spécifiquement aux bains d’étamage pour fils de cuivre et composants électroniques. Alimentation des machines à souder à la vague. Utilisation en électricité industrielle et électromécanique. |
La fiche de données de sécurité des produits ci-dessus est disponible sur simple demande auprès du groupe METACONCEPT.
Les barres de soudure sont généralement utilisées pour réaliser des bains permettant un assemblage de pièces par trempage ou passage sur une vague (réalisée à la surface du bain). Dans tous les cas, les pièces à assembler doivent être traitées au préalable (nettoyage + fluxage).
La température du bain sera portée à environ 20° au-delà de la température liquidus.
La poudre désoxydante TO10 permet de piéger les éventuels oxydes présents à la surface du bain.
Une huile de couverture de bain peut également permettre d’éviter le phénomène d’oxydation en surface de bain.
Les targettes peuvent être utilisées comme précédemment et, plus généralement, manuellement à l’aide d’un chalumeau propane ou oxyacétylénique ou d’un fer à souder.
Les pièces doivent être portées à une température d’environ 15 à 20° au-dessus du liquidus.
Faire fondre le métal d’apport sur les pièces à assembler afin de former un cordon régulier.
Laisser refroidir les pièces sans les faire bouger. Lorsque les pièces sont revenues à température ambiante, frotter le cordon de soudure à l’aide d’une brosse métallique. Si besoin, nettoyer l’assemblage à l’eau claire ou légèrement additionnée d’acide citrique ou formique (1 à 2%).
- Afin d’éviter les brûlures que pourrait provoquer le métal en fusion, il est recommandé de porter tablier, chaussures, gants, casque et lunettes de protection.
Ne pas fumer sur le poste de travail.
Le poste de travail devra être bien ventilé.
Se laver les mains en quittant le poste de travail.
Remarques :
Toujours utiliser un flux approprié à l’emploi. Consultez notre service technique pour déterminer le produit le mieux adapté à votre application.
Toujours utiliser un flux approprié à l’emploi. Consultez notre service technique pour déterminer le produit le mieux adapté à votre application.
Toutes les informations contenues dans ce document sont données à titre indicatif et ne sauraient engager la responsabilité du groupe METACONCEPT.
Autres produits metaconcept

Sardinières
Fils pleins et décapants pour brasure tendre et soudage
Dômes, pastilles et granules pour bain d’étamage
Les targettes de soudure étain – Large gamme étain 33%, 40%, 50% sont des alliages utilisés dans de nombreux secteurs pour leurs qualités de conductivité, de résistance et de durabilité. Elles se déclinent donc en différents pourcentages d’étain, dont 33 %, 40 % et 50 %. Cela permet une adaptabilité aux exigences de chaque application. En fonction des besoins de l’industrie et de l’artisanat, choisir la bonne composition de soudure est important afin d’obtenir des assemblages fiables et durables. Voici tout ce que vous devez savoir sur ces fameux alliages.
Les applications des targettes de soudure étain dans l’industrie et l’artisanat
Les targettes de soudure étain – Large gamme étain 33%, 40%, 50% sont largement utilisées dans différents secteurs, dont l’électronique, la plomberie, la bijouterie, et bien d’autres métiers de précision. Dans l’industrie électronique, par exemple, elles permettent d’assurer des connexions électriques fiables entre les composants sur les cartes de circuit imprimé, ce qui contribue à la durabilité et à la performance des dispositifs électroniques. Leur faible point de fusion les rend particulièrement adaptées à des travaux nécessitant une précision extrême sans risque d’endommager les éléments fragiles.
Dans le domaine de la plomberie, elles sont couramment utilisées pour assembler les tubes en cuivre. Elles garantissent donc des joints étanches et résistants à la corrosion. Dans l’artisanat, notamment en bijouterie, l’étain apporte une finition propre et robuste, adaptée aux petits travaux délicats. En somme, les targettes de soudure en étain sont ainsi appréciées pour leur polyvalence. Elles répondent à des besoins variés tout en garantissant de bonnes performances.
Choisir le pourcentage d’étain adapté pour chaque application
Comme évoqué précédemment, la gamme de targettes de soudure en étain, qui comprend des compositions à 33 %, 40 % et 50 % d’étain, permet de choisir le pourcentage parfait en fonction des spécificités de chaque projet. Chaque composition présente des caractéristiques différentes adaptées à divers types d’applications.
- Étain 33 % : Ce type de soudure est idéal pour les travaux nécessitant une certaine résistance sans besoin de conductivité électrique optimale. On le retrouve fréquemment dans des applications de plomberie et de réparation de pièces en métaux légers. Sa composition assure un bon rapport coût/performance pour les projets à grande échelle.
- Étain 40 % : Avec un pourcentage d’étain légèrement plus élevé, les targettes à 40 % sont très prisées pour les assemblages de précision qui requièrent une meilleure conductivité. Elles sont adaptées aux applications de soudure en électronique de niveau intermédiaire. Elles garantissent donc un bon équilibre entre coût, résistance et conductivité.
- Étain 50 % : Proposant un alliage d’étain plus pur, ce pourcentage est privilégié dans les domaines qui exigent une conductivité maximale et une haute résistance mécanique. Parfait pour les travaux d’électronique avancés, les équipements de haute précision et les applications industrielles, ce type de soudure étain garantit un résultat optimal, même pour les applications les plus exigeantes.
Metaconcept : votre fournisseur de targettes de soudure étain
En tant que fournisseur de référence pour les targettes de soudure étain – Large gamme étain 33%, 40%, 50%, Metaconcept propose toute une gamme diversifiée et de qualité. Grâce à notre savoir-faire reconnu et notre expertise dans le domaine des alliages, nous mettons à votre disposition des produits répondant aux normes industrielles et aux exigences des professionnels. En optant pour nos targettes, vous bénéficiez d’ailleurs d’un accompagnement complet, depuis la sélection du type de targette jusqu’au conseil d’utilisation en fonction des applications spécifiques.
Nous veillons également à la qualité de nos produits, en intégrant des contrôles rigoureux à chaque étape de production, ce qui garantit des alliages fiables et homogènes. Notre engagement en faveur de l’innovation se traduit enfin par le développement constant de nouvelles solutions adaptées aux besoins émergents de l’industrie et de l’artisanat. Que ce soit pour des travaux en électronique, en plomberie ou en bijouterie, nous disposons d’une gamme de targettes de soudure en étain performantes, qui permettent aux utilisateurs d’obtenir des résultats optimaux et durables.
Vous souhaitez découvrir nos produits ? Contactez notre équipe d’experts par téléphone ou via notre formulaire de contact.