Baguettes de brasage tendre
Baguette de brasure nue pour le brasage tendre des métaux
Les baguettes à l’étain font partie d’une vaste gamme de métaux d’apport pour le brasage tendre. Ces produits sont utilisés pour des applications telles que le bâtiment et tout type d’industries. Les déchets provenant de l’utilisation de ces produits peuvent-être valorisés.
Recevoir la brochure en PDF
Caractéristiques
Description
Applications
Mise en œuvre
Précautions d'emploi
Ce tableau reprend les alliages les plus utilisés. Pour d’autres types d’alliages, consultez notre service technique.
|
Code
|
Désignation
|
Composition
|
Dimensions
|
Densité g/cm3
|
Solidus
/Liquidus |
Poids approximatif
|
Conditionnement
|
|---|---|---|---|---|---|---|---|
|
FE055012
|
Baguette META 28
|
Sn28 – Pb72
|
340 x 910 x 12 mm
|
10,21
|
183° – 253°
|
224 g
|
Fardeau de 25 kg |
|
FE055014
|
Baguette META 30
|
Sn30 – Pb70
|
340 x 10 x 12 mm
|
10,13
|
183° – 250°
|
222 g
|
Fardeau de 25 kg |
|
FE054994
|
Baguette META 33
|
Sn33 – Pb67
|
340 x 10 x 12 mm
|
10,01
|
183° – 243°
|
226 g
|
Fardeau de 25 kg/Blister 6 unités |
|
FE054991
|
Baguette META-ZINC
|
Sn – Pb +
additifs |
340 x 10 x 12 mm
|
10,15
|
181° – 245°
|
223 g
|
Fardeau de 25 kg/Blister 6 unités |
|
FE055017
|
Baguette META 40
|
Sn40 – Pb60
|
340 x 10 x 12 mm
|
9,72
|
183° – 235°
|
213 g
|
Fardeau de 25 kg/Blister 6 unités |
|
FE028977
|
Baguette SN50
|
Sn50 – Pb50
|
340 x 10 x 12 mm
|
9,32
|
183° – 210°
|
205 g
|
Fardeau de 25 kg |
|
FE028980
|
Baguette Sn60
|
Sn60 – Pb40
|
340 x 10 x 12 mm
|
8,91
|
183° – 190°
|
195 g
|
Fardeau de 25 kg |
|
MF100041
|
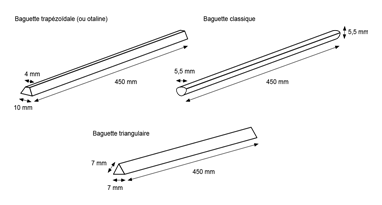
Baguette triangulaire*
|
Sn70 – Zn30
|
13 x 13 x 10 x 450 mm
|
7,25
|
199° – 320°
|
159 g
|
Fardeau de 25 kg |
|
FE028962
|
Baguette otaline trapézoïdale
|
Sn – Pb – Zn
|
450 x 10 x 4 x 7 mm
|
9,51
|
170° – 179°
|
209 g
|
Fardeau de 20 kg |
|
FE100050
|
Baguette triangulaire*
|
Sn95 – Ag5
|
450 x 7 x 7 mm
|
7,45
|
221° – 223°
|
163 g
|
Fardeau de 25 kg |
|
FE100001
|
Baguette filée demi-ronde*
|
Sn96,5 – Ag3,5
|
500 x 10 x 12 mm
|
7,4
|
221° – 230°
|
181 g
|
Fardeau de 20 kg |
|
FE028964
|
Baguette triangulaire*
|
Sn100
|
450x7x7 mm
|
7,28
|
232°
|
1604 g
|
Fardeau de 20 kg |
|
FE100166
|
Baguette triangulaire lead-free*
|
Sn – sans Pb
|
440 x 9 x 9 mm
|
7,27
|
199°
|
160 g
|
Fardeau de 10 kg |
(*) Alliages sans plomb – Norme européenne n°2000 / 53 / CE
Les dimensions et poids sont donnés à titre indicatif et peuvent varier selon la production.
Les baguettes de brasure (ou baguette de brasage) sont élaborées à partir de métaux de première qualité. Leur profil est particulièrement adapté aux travaux de plomberie, accessoires pour zinguerie ainsi que pour la carrosserie automobile. Elles peuvent également convenir à un usage industriel dans l’assemblage de différents métaux tels que cuivre, laiton, fer blanc, zinc. Le groupe METACONCEPT assure la reprise des bains usagés, chutes, déchets et oxydes de métaux blancs.
Contactez notre service recyclage pour en connaître les modalités.
Une baguette de brasage tendre pour chaque application :
Baguettes de soudure à l’étain Sn28 – Sn30 – Sn33
Plomberie, ferblanterie, carrosserie automobile, bain d’étamage, zinguerie, couverture.
Baguettes de soudure à l’étain Sn40
Chauffage, assemblage de pièces mécaniques.
Baguettes de soudure à l’étain Sn50 – Sn60
Constitution et alimentation de bain d’étamage, assemblage de pièces mécaniques.
Baguettes de soudure à l’étain Sn100
Fonderie, traitement de surface dont étamage culinaire, dinanderie.
Baguettes META-ZINC
Zinguerie, couverture, assemblage de pièces mécaniques.
Baguettes otaline
S’utilisent sur l’aluminium et ses alliages. Appliquer le flux Aluflux pour cette utilisation.
La fiche de données de sécurité des produits ci-dessus est disponible sur simple demande auprès du groupe METACONCEPT.
Mise en œuvre pour une baguette de brasage tendre :
- Les pièces à assembler doivent être propres (désoxydées et dégraissées). Appliquer le flux décapant adapté sur les pièces.
- Chauffer les pièces à l’aide d’un chalumeau propane, oxyacétylénique ou d’un fer à souder.
- Les pièces doivent être portées à une température d’environ 15 à 20° au-dessus du liquidus.
- Faire fondre le métal d’apport sur les pièces à assembler afin de former un cordon régulier.
- Laisser refroidir les pièces sans les faire bouger.
- Lorsque les pièces sont revenues à température ambiante, frotter le cordon de soudure à l’aide d’une brosse métallique.
- Si besoin, nettoyer l’assemblage à l’eau claire ou légèrement additionnée d’acide citrique ou formique (1 à 2%).
Afin d’éviter les brûlures que pourrait provoquer le métal en fusion, il est recommandé de porter tablier, chaussures, gants, casque et lunettes de protection.
Ne pas fumer sur le poste de travail.
Le poste de travail devra être bien ventilé.
Se laver les mains en quittant le poste de travail.
Remarques :
Toujours utiliser un flux approprié à l’emploi. Consulter notre service technique pour déterminer le produit le mieux adapté à votre application.
Toutes les informations contenues dans ce document sont données à titre indicatif et ne sauraient engager la responsabilité du groupe METACONCEPT.
Autres produits metaconcept

Sardinières
Fils pleins et décapants pour brasure tendre et soudage